- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

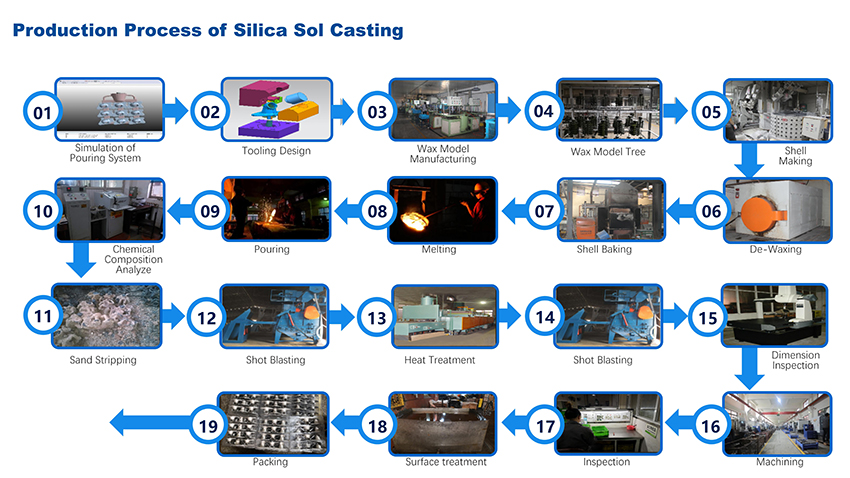
シリカゾル精密鋳造の作業手順
の操作プロセスシリカゾル精密鋳造は次のように紹介されています。
1. 装置および温度制御機器が正常に動作しているかどうかを確認します。
2. 脱ロウ釜から回収した古いワックス液をフィルタータンクに注ぎ、フィルターを掛けます。その後、スタンディングバケット 1 に送り、90℃以下の温度で 6 ~ 8 時間放置します。
3. 放置して沈殿した水を排出した後、ワックス液を水切りバケツに注ぎます。
4.バケツ内のワックス液を取り出し、110〜120℃に保温し、ワックス液の表面に泡がなくなるまでかき混ぜて残りの水を蒸発させます。
5. 水分を除去したワックス液を 60 メッシュ未満のメッシュで濾過し、90 ℃ 未満の静的バレル II に入れ、12 時間以上保温します。
6. 各水抜きバケツおよび立てバケツの底に残った水や汚れは定期的に排出してください。
7. 静止バレルⅡで処理された再生ワックス液を原料チューブワックスプレス機のインシュレーションバレルに送り、主製品チューブ(ランナー)として使用します。
8. 古いワックス材料の性能とワックスの消費状況に応じて、高品質の鉄道鋳物用にスタティック バレル II に新しいワックス (通常は約 3% ~ 5%) が随時追加されます。
シリカゾル精密鋳造品のサイズはそれほど大きくなく、精度に対する要求もそれほど高くありません。しかしながら、アルミフレームの錫ビスマスは使用時に型として使用することができ、この型の重量は比較的重い。根本的な理由はビスマスが含まれていることです。 。
シリカゾル精密鋳造複合金型の製作時間が短縮され、生産コストがある程度節約されます。複雑な薄肉鋳造品の場合、製品ケーシングの通気性を効果的に改善するために、可能な場合には通気口を設置できます。
シリカゾルキャスト加工注湯システムを合理的に設定できるため、注入空気の巻き込みを効果的に防止でき、金型キャビティ内の空気の排出が促進されます。注湯パッケージのサイズを最小限に抑えるために、製造プロセス中に注入温度を適切に上昇させることができます。ノズルと注ぎカップの間の距離。