
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

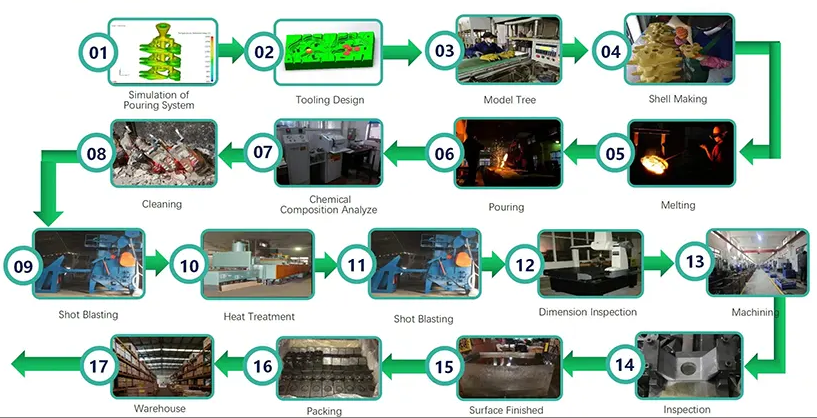
シェルモールド鋳造の工程
のプロセスシェルモールド鋳造通常、次の手順が含まれます。
金型製作:まず、必要な鋳物に合わせた形状の金型キャビティを製作します。
予熱と注油:金型キャビティを 175°C ~ 370°C に予熱し、その後の脱型を容易にするために潤滑剤を塗布します。
砂のコーティングと硬化: 予熱した金型キャビティを鋳造箱に置き、砂と樹脂の混合物を注ぎます。混合物は金型キャビティの表面で部分的に固化して、薄いシェルを形成します。次に、デバイス全体をオーブンに入れて、薄いシェルを完全に固めます。
脱型と組み立て: 固化した薄いシェルを金型キャビティから取り出し、必要に応じて完全な金型に組み立てます。
注湯と冷却:溶けた金属を型に注ぎ、金属が冷えて固まった後、型を開けて鋳物を取り出します。
洗浄と後処理: 鋳物を洗浄し、ゲートの取り外しや研削などの必要な後処理を実行します。
応用分野
シェルモールド鋳造高精度かつ低コストのため、さまざまな機械製造分野で広く使用されています。特にエンジンブロック、シリンダーヘッド、ギアボックス部品など、高精度かつ複雑な形状が要求される鋳物において、シェルモールド鋳造は大きなメリットを発揮します。


